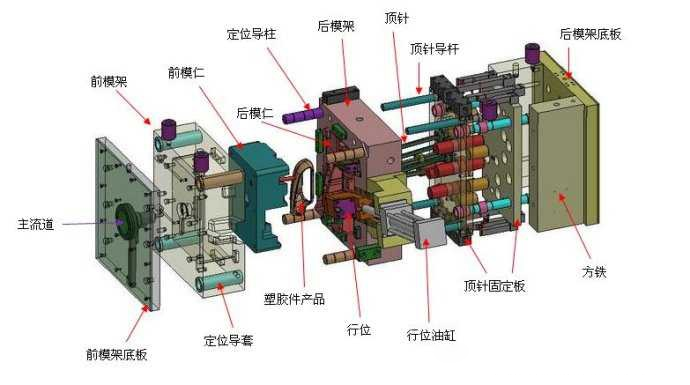
1 Samsetning sprautumóts.Það samanstendur aðallega af mótunarhlutum (sem vísar til hlutanna sem mynda moldhol hreyfanlegra og fastra moldhluta), hellakerfi (rásin sem bráðið plast fer inn í moldholið frá stút sprautuvélarinnar), leiðsögn. hlutar (til að gera mótið nákvæmlega stillt þegar mótið er lokað), þrýstibúnaður (tækið sem ýtir plastinu út úr moldholinu eftir að moldið er skipt), hitastýringarkerfi (til að uppfylla kröfur um móthitastig inndælingarferlisins ) Útblásturskerfið (loftið í moldholinu og gasið sem er rokgjörn af plastinu sjálfu losnar úr moldinu við mótun og útblástursrópið er oft sett á skiluflötur) og burðarhlutar (notaðir til að setja upp og festa eða styðja mótunarhlutana og aðra hluta vélbúnaðarins) eru samsettar, og stundum eru hliðarskil og kjarnadráttarkerfi.
2. Hönnunarþrep sprautumóts
1. Undirbúningur fyrir hönnun
(1) Hönnunarverkefni
(2) Þekki plasthluta, þar með talið rúmfræðilega lögun þeirra, notkunarkröfur plasthluta og hráefni úr plasthlutum
(3) Athugaðu mótunarferli plasthluta
(4) Tilgreindu gerð og forskrift inndælingarvélarinnar
2. Móta mynda ferli kort
(1) Vöruyfirlit, svo sem skýringarmynd, þyngd, veggþykkt, áætlað flatarmál, heildarmál, hvort það eru hliðarholur og innlegg
(2) Yfirlit yfir plast sem notað er í vöruna, svo sem vöruheiti, gerð, framleiðanda, lit og þurrkun
(3) Helstu tæknilegar breytur valinna innspýtingarvélarinnar, svo sem viðeigandi mál milli innspýtingarvélarinnar og uppsetningarmótsins, skrúfagerð, afl (4) þrýstingur og högg innspýtingarvélarinnar
(5) Innspýtingsmótunaraðstæður eins og hitastig, þrýstingur, hraði, mótunarkraftur osfrv
3. Byggingarhönnunarþrep sprautumóts
(1) Ákvarða fjölda holrúma.Skilyrði: hámarks innspýtingarrúmmál, mótalæsingarkraftur, kröfur um nákvæmni vöru, hagkvæmni
(2) Veldu afrennslisyfirborðið.Meginreglan ætti að vera sú að molduppbyggingin sé einföld, aðskilnaðurinn er auðveldur og hefur ekki áhrif á útlit og notkun plasthluta.
(3) Ákvarðaðu skipulag holrúmsins.Notaðu jafnvægið eins langt og hægt er
(4) Ákvarða hliðarkerfið.Þar með talið aðalrennslisrás, afleiðingarrás, hlið, kalt gat osfrv.
(5) Ákvarða losunarhaminn.Mismunandi mótunaraðferðir eru hannaðar í samræmi við mismunandi hluta mótsins sem plasthlutarnir skilja eftir.
(6) Ákvarða uppbyggingu hitastýrikerfisins.Hitastýringarkerfið ræðst aðallega af gerð plasts.
(7) Þegar innskotsbyggingin er notuð fyrir kvenkyns deyja eða kjarna, eru vinnanlegar og uppsetningar- og festingarhamur innskotsins ákvörðuð.
(8) Ákvarða útblásturstegund.Almennt er hægt að nota bilið á milli skilyfirborðs mótsins og útblástursbúnaðarins og mótsins fyrir útblástur.Fyrir stóra og háhraða innspýtingarmót verður að hanna samsvarandi útblástursform.
(9) Ákveðið aðalmál sprautumótsins.Samkvæmt samsvarandi formúlu, reiknaðu út vinnustærð mótunarhlutans og ákvarðaðu þykkt hliðarveggs moldholsins, hola botnplötu, kjarna bakplötu, þykkt hreyfanlegs sniðmáts, þykkt holaplötunnar. máthola og lokunarhæð sprautumótsins.
(10) Veldu venjulegan moldgrunn.Veldu staðlaða moldgrunn sprautumótsins í samræmi við aðalmál sprautumótsins sem er hannað og reiknað og reyndu að velja staðlaða moldhlutana.
(11) Teiknaðu uppbyggingu mótsins.Að teikna heildaruppbyggingarskissuna af innspýtingarmóti og teikna mótbyggingarteikninguna er mjög mikilvægt verk við hönnun myglunnar.
(12) Athugaðu viðeigandi mál mótsins og innspýtingarvélarinnar.Athugaðu færibreytur innspýtingarvélarinnar sem notuð er, þar á meðal hámarks innspýtingarrúmmál, innspýtingarþrýstingur, mótalæsingarkraftur og stærð uppsetningarhluta mótsins, opnunarhögg mótsins og útkastunarbúnað.
(13) Endurskoðun burðarvirkishönnunar sprautumóts.Framkvæma forskoðun og fá samþykki notandans og nauðsynlegt er að staðfesta og breyta kröfum notandans.
(14) Teiknaðu samsetningarteikningu mótsins.Tilgreinið skýrt samsetningartengsl hvers hluta sprautumótsins, nauðsynlegar stærðir, raðnúmer, upplýsingar Titilblokk og tæknilegar kröfur (innihald tæknilegra krafna er sem hér segir: a. kröfur um frammistöðu fyrir uppbyggingu móts, svo sem samsetningarkröfur fyrir útkastunarbúnað og kjarnadráttarkröfur fyrir samsetningarferlið, svo sem samsvörun á efri og neðri hluta deyja, d. áletrun, olíuþéttingu og geymslukröfur fyrir prófun og skoðun á mótum. flóknir síðan einfaldir, fyrst myndandi hlutar síðan burðarhlutar.
(16) Farið yfir hönnunarteikningarnar.Endanleg endurskoðun á hönnun innspýtingarmótsins er lokaathugun á hönnun innspýtingarmótsins og meiri athygli ætti að huga að vinnsluframmistöðu hlutanna.
3. Úttekt á sprautumóti
1. Grunnbygging
(1) Hvort vélbúnaður og grunnbreytur sprautumótsins passa við inndælingarvélina.
(2) Hvort innspýtingarmótið er með klemmuleiðarabúnaði og hvort hönnun vélbúnaðarins sé sanngjarn.
(3) Hvort valið á aðskilnaðaryfirborði sé sanngjarnt, hvort það sé möguleiki á blikka og hvort plasthlutinn haldist á hlið hreyfanlegra deyja (eða fasta deyja) sem er stillt í útkasts- og losunarbúnaðinum.
(4) Hvort skipulag holrúmsins og hönnun hliðarkerfisins sé sanngjarnt.Hvort hliðið sé samhæft við plasthráefnið, hvort hliðarstaðan sé jafngild, hvort rúmfræðileg lögun og stærð hliðsins og hlauparans séu viðeigandi og hvort flæðishlutfallið sé sanngjarnt.
(5) Hvort hönnun mótaðra hluta sé sanngjarn.
(6) Losunarbúnaður fyrir útkast og hliðarkarl.Eða hvort kjarnadráttarbúnaðurinn sé sanngjarn, öruggur og áreiðanlegur.Hvort um truflanir og lokun sé að ræða.(7) Hvort það er útblástursbúnaður og hvort form hans sé sanngjarnt.(8) Hvort hitastýringarkerfi sé krafist.Hvort hitagjafinn og kælistillingin séu sanngjarn.
(9) Hvort uppbygging stuðningshluta sé sanngjarn.
(10) Hvort heildarvíddin geti tryggt uppsetninguna, hvort festingaraðferðin sé valin á sanngjarnan og áreiðanlegan hátt og hvort boltaholið sem notað er við uppsetningu sé í samræmi við skrúfuholsstöðuna á innspýtingarbúnaðinum og fastri festingarplötunni.
2. Hönnunarteikningar
(1) Samsetningarteikning
Hvort samsetningarsamband hluta og íhluta sé skýrt, hvort samsvarandi kóði sé rétt og sanngjarnt merktur, hvort merking hluta sé lokið, hvort það samsvari raðnúmerinu á listanum, hvort viðkomandi leiðbeiningar séu með skýrum merkjum og hvernig staðlað allt sprautumótið er.
(2) Hlutateikning
Hvort varahlutanúmer, nafn og vinnslumagn séu greinilega merkt, hvort víddarvikmörk og ýmis vikmörk séu sanngjörn og fullkomin, hvort hlutirnir sem auðvelt er að klæðast séu fráteknir til að slípa, hvaða hlutar eru með mjög mikla nákvæmni, hvort þessi krafa sé sanngjarnt, hvort efnispúði hvers hluta sé viðeigandi og hvort kröfur um hitameðhöndlun og kröfur um yfirborðsgrófleika séu sanngjarnar.
(3) Kortafræðileg aðferð
Hvort teikniaðferðin sé rétt, hvort hún sé í samræmi við innlenda staðla og hvort rúmfræðilegar tölur og tæknilegar kröfur sem gefnar eru upp á teikningunni séu auðskiljanlegar.3. Innspýtingarmót hönnun gæði
(1) Þegar sprautumótið er hannað, hvort rétt hafi verið tekið tillit til vinnslueiginleika og mótunarframmistöðu plasthráefna, hugsanleg áhrif tegundar innspýtingarvélar á mótunargæði og hvort samsvarandi fyrirbyggjandi ráðstafanir hafi verið gerðar fyrir hugsanleg vandamál meðan á mótunarferlinu stendur meðan á hönnun sprautumótsins stendur.
(2) Hvort kröfur plasthluta um leiðbeinandi nákvæmni sprautumóts hafi verið teknar til greina og hvort leiðarbyggingin hafi verið hönnuð á sanngjarnan hátt.
(3) Hvort vinnsluvíddarútreikningur mótaðra hluta sé réttur, hvort hægt sé að tryggja nákvæmni vara og hvort þær hafi nægan styrk og stífleika.
(4) Hvort stuðningshlutarnir geti tryggt að mótið hafi nægjanlegan heildarstyrk og stífleika.
(5) Hvort kröfur um myglupróf og viðgerðir eru teknar til greina
4. Hvort rifur, göt o.s.frv. hentugar fyrir samsetningu og í sundur hvað varðar samsetningu og sundurtöku og meðhöndlunarskilyrði og hvort þau séu merkt.
Pósttími: Mar-06-2023